M-NT NT-1 Phosphate-free reactive conversion coating specially developed for steel, zinc and aluminum surfaces.
BONDERITE® M-NT NT-1 is a phosphate-free reactive conversion coating specially developed for steel, zinc and aluminum surfaces.
The effectiveness of these surface treatments depends on various factors such as previous cleaning or etching stages (BONDERITE C portfolio), line design or process parameters.
Does not contain phosphate. It is designed for use in the processing of steel, zinc and aluminum surfaces. It is designed to increase the adhesion and corrosion resistance of painted metal surfaces. It is compatible with all kinds of paint applications.
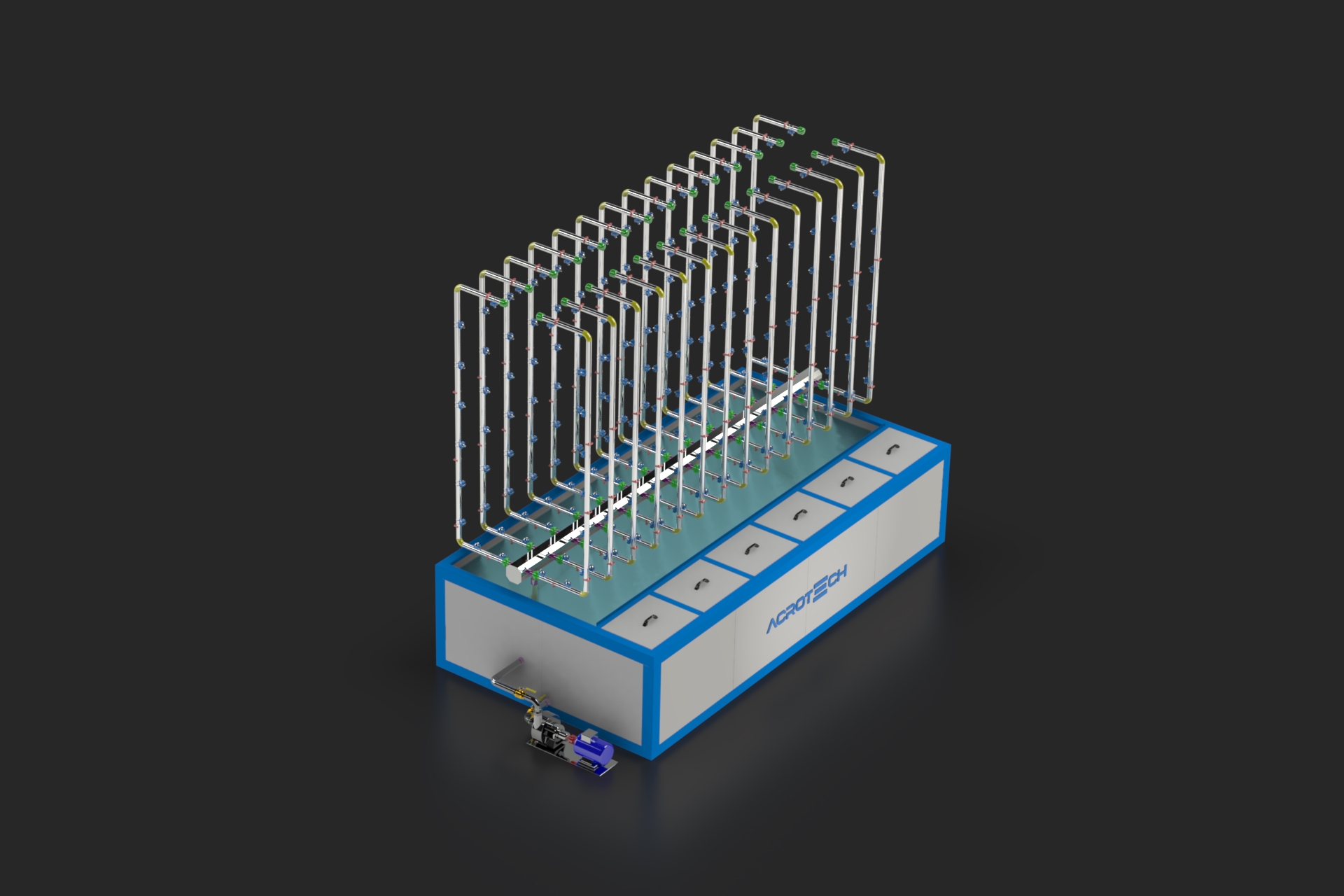
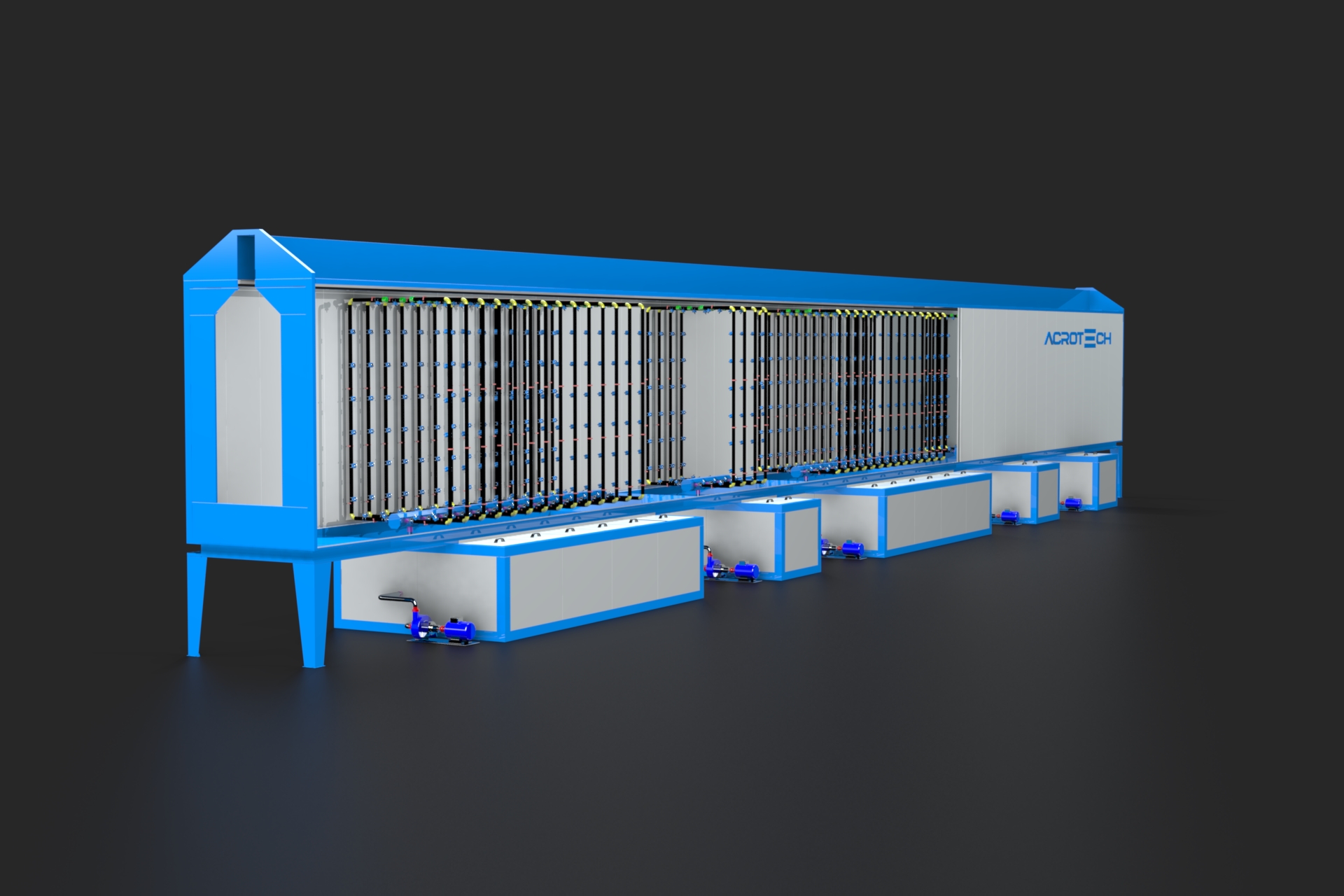
Spray Zinc Phosphate Plants are the most modern pre-paint phosphating method in today's technologies. Iron Phosphate application applied before electrostatic powder paint or wet paint is used in addition to chemical strength, concentration and temperature. Although the initial investment cost of this process is high, it is preferred by various sectors due to its coating quality, speed and less chemical use. In ACROTECH, Spray Zinc Phosphate process, two separate degreasing and phosphating methods are applied. The first is Alkaline degreasing, the second is Neutral degreasing. Alkali degreasing is installed in separate iron phosphate separate boilers, while in neutral degreasing, iron phosphate and degreasing is installed in the same boilers.
Automatic Spray Cleaning Lines ACROTECH Spray Iron Phosphate Lines is the most modern phosphating method in modern technologies. Electrostatic powder paint or Iron Phosphate applied before wet painting is used in addition to chemical strength, concentration and temperature. Although the initial investment cost of this process is high, it is preferred by various sectors due to its coating quality, speed and less chemical use. Two different degreasing and phosphating methods are applied in ACROTECH Spray Iron Phosphate process. The first is Alkaline degreasing, the second is Neutral degreasing. Alkali degreasing is installed in separate iron phosphate separate boilers and degreasing in the same boilers. It has less installation and investment costs than the first method, but the coating quality is low. The temperature in the Spray Iron Phosphate Line is between 55-65 ° C. The processing time is 2-5 minutes. between. Spray pressure should be between 1.5-2.0 bar. Poor coating at low pressure and powder coating at high temperature. Bath pH should be between 4-6.