M-NT NT-1 Не содержащее фосфатов реактивное конверсионное покрытие, специально разработанное для стальных, цинковых и алюминиевых поверхностей.
BONDERITE® M-NT NT-1, Не содержащее фосфатов реактивное конверсионное покрытие, специально разработанное для стальных, цинковых и алюминиевых поверхностей.
Эффективность этих обработок поверхности зависит от различных факторов, таких как предыдущие стадии очистки или травления (портфолио BONDERITE C), дизайн линии или параметры процесса.
Не содержит фосфатов. Он предназначен для использования при обработке стальных, цинковых и алюминиевых поверхностей. Он предназначен для повышения адгезии и коррозионной стойкости окрашенных металлических поверхностей. Он совместим со всеми видами красок.
Распылительные установки на основе фосфата цинка - самый современный метод фосфатирования перед окрашиванием в современных технологиях. Нанесение фосфата железа перед нанесением электростатической порошковой краски или мокрой краски в дополнение к химической прочности, концентрации и температуре.
Хотя первоначальные инвестиционные затраты на этот процесс высоки, в различных секторах он предпочтителен из-за его качества покрытия, скорости и меньшего использования химикатов.
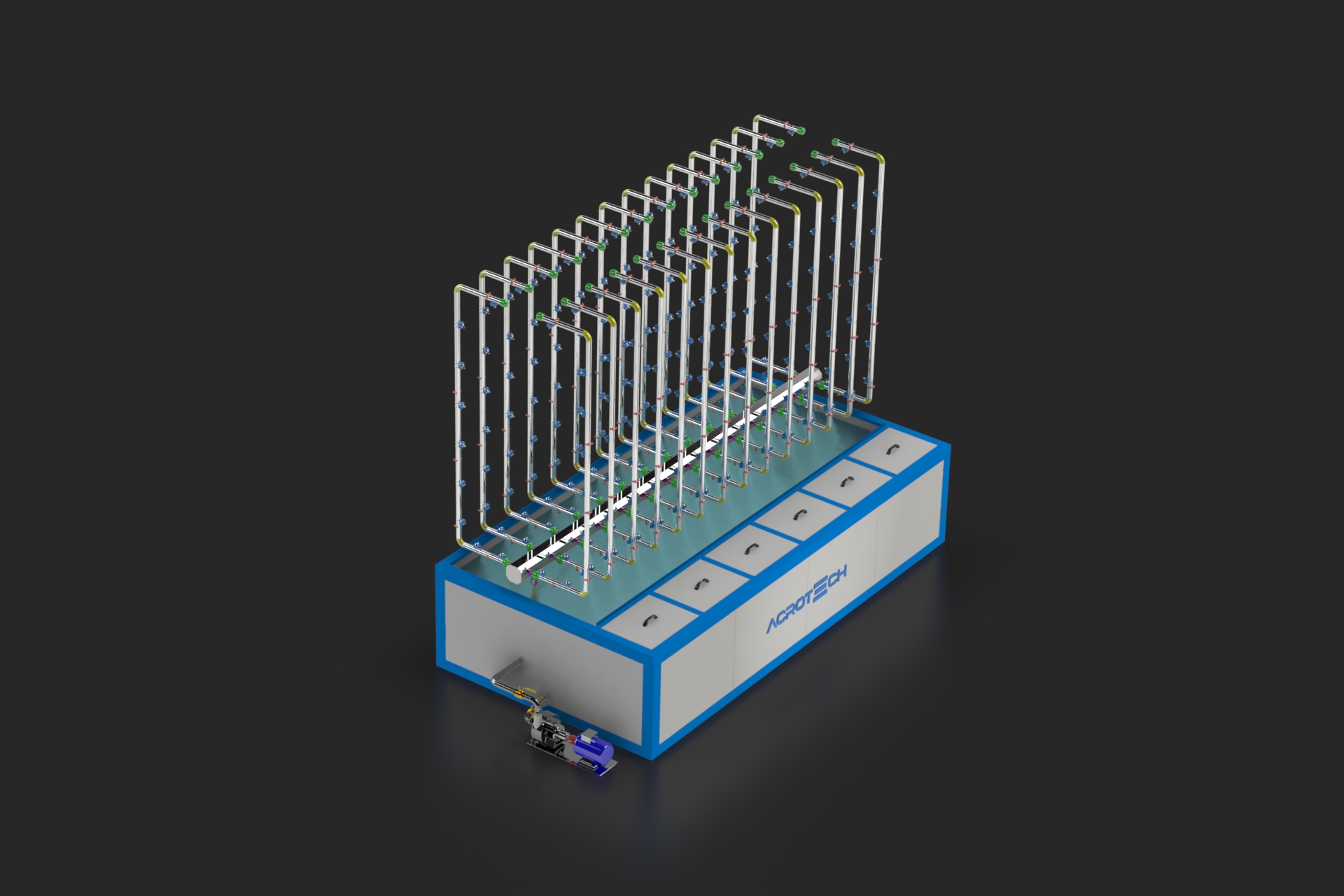
ACROTECH, Два отдельных метода обезжиривания и фосфатирования применяются в процессе фосфата цинка.
Первый - щелочное обезжиривание, второй - нейтральное обезжиривание. Щелочное обезжиривание устанавливается в отдельных котлах с фосфатом железа, в то время как при нейтральном обезжиривании фосфат железа и обезжиривание устанавливаются в одних и тех же котлах.
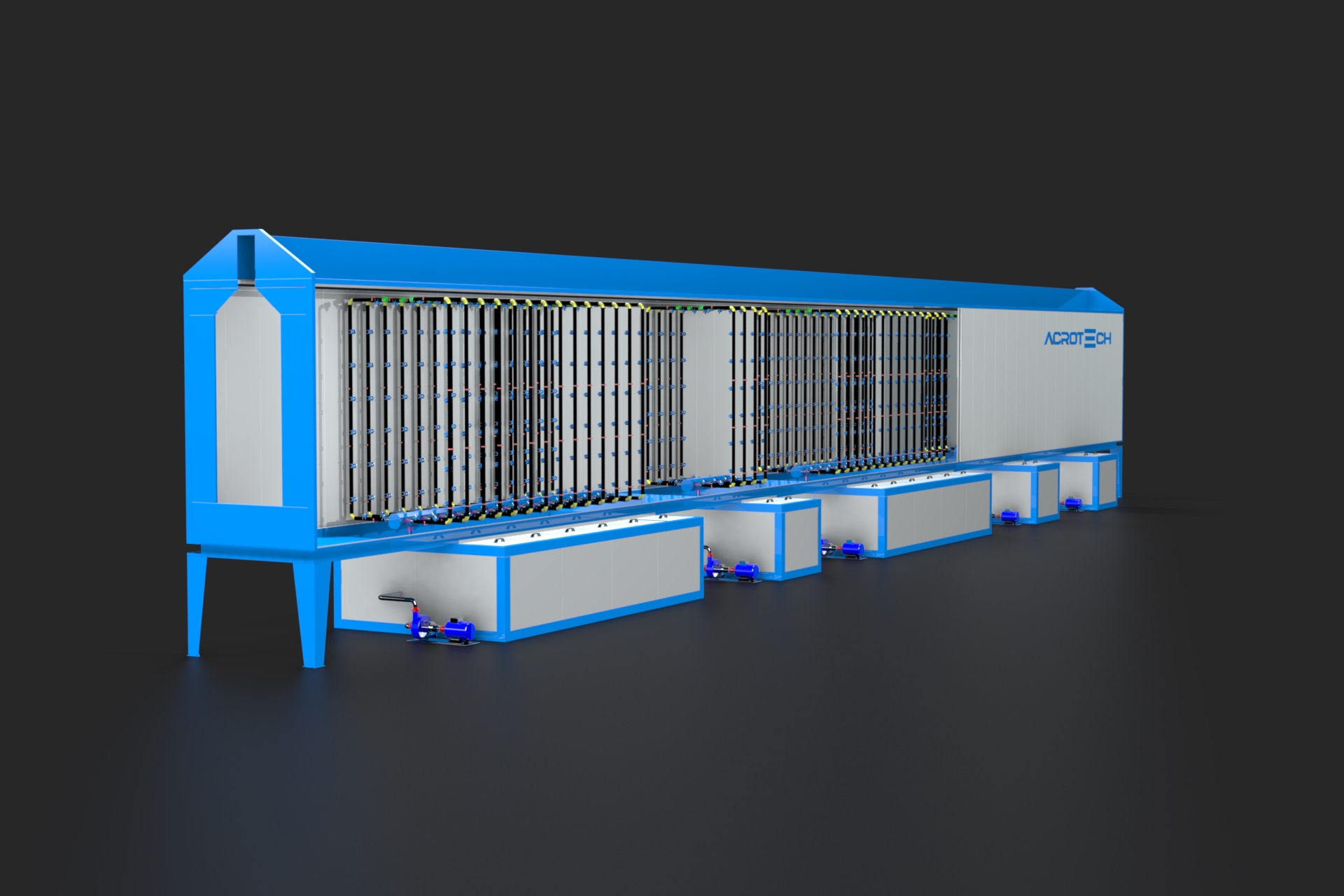
Автоматические линии очистки спреем ACROTECH спрей железа фосфат линии, самый современный метод фосфатирования в современных технологиях. Электростатическая порошковая краска или Фосфат железа, наносимый перед влажной окраской, используется в дополнение к химической прочности, концентрации и температуре.
Хотя первоначальные инвестиционные затраты на этот процесс высоки, в различных секторах он предпочтителен из-за его качества покрытия, скорости и меньшего использования химикатов.
ACROTECH В процессе распыления фосфата железа применяются два различных метода обезжиривания и фосфатирования.
Первый - щелочное обезжиривание, второй - удаление нейтрального масла. Щелочное обезжиривание устанавливается в отдельных железо-фосфатных отдельных котлах и обезжиривается в тех же самых котлах. Он имеет меньшие затраты на установку и инвестиции, чем первый метод, но качество покрытия низкое.
Температура в линии распыления фосфата железа составляет 55-65 ° С. Время обработки составляет 2-5 минут. между ними. Давление распыления должно составлять 1,5-2,0 бар. Плохое покрытие при низком давлении и порошковое покрытие при высокой температуре. РН ванны должен быть между 4-6.